
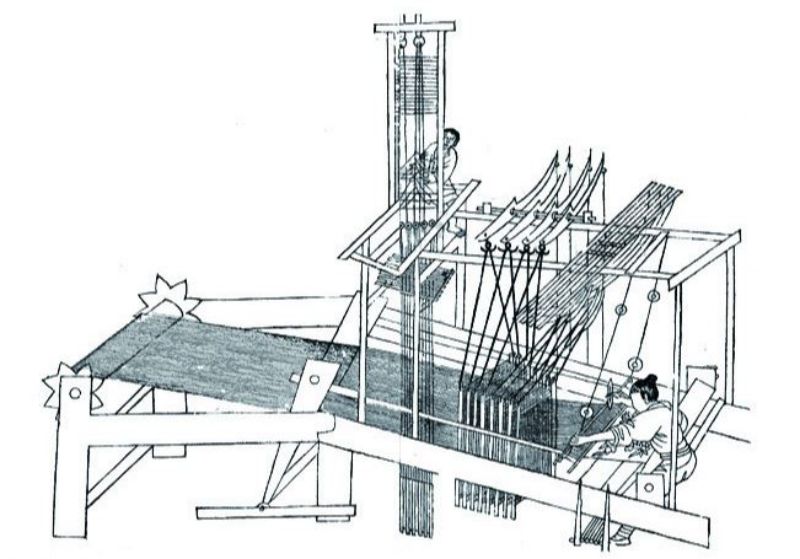
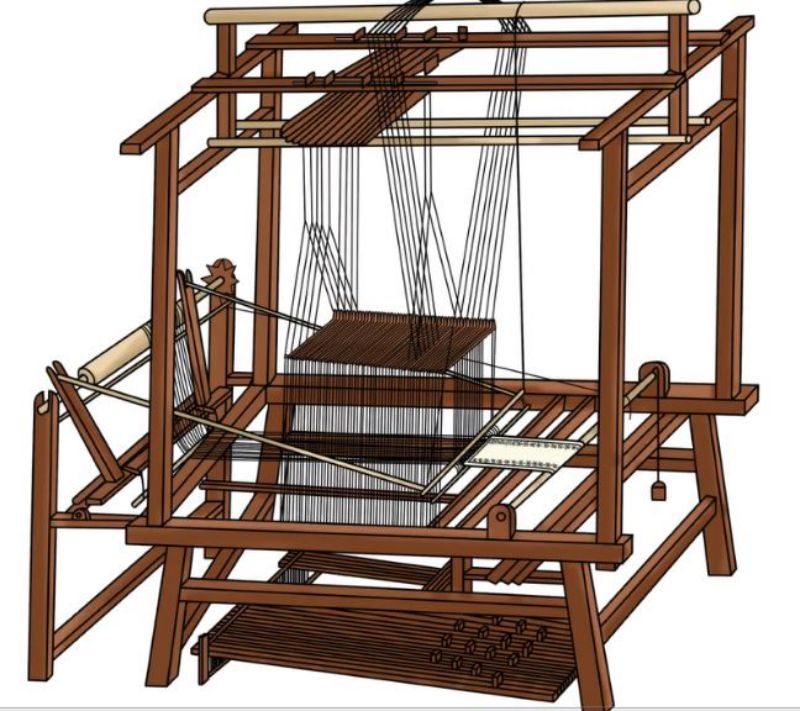
Тъкане
Лентата тъче основа и вътък.Усуканата нишка се навива на калерче (макара), а вътъкът се навива на кука и се поставя върху лентата на тъкачния стан.През 30-те години на миналия век бяха въведени ръчно теглени станове от дърво и ленти за стан от желязо.В началото на 60-те години на миналия век станът 1511 е превърнат в стан, който се използва широко и днес.Тъй като ширината на колана е малка, методът на тъкане е различен, има единични корени, двойни корени, десетки корени, има единични слоеве, има двойни слоеве.
In 1967, the shuttleless ribbon research group with workers as the main body successfully designed and manufactured a high-speed single shuttleless ribbon weaving machine, which realized the shuttleless ribbon weaving, shortened the process, occupied a small area, and improved labor productivity, which е пионерска работа в историята на китайската лентова технология.
През 70 -те години, поради популярността на машините за непрекъснато боядисване и гладене на лентата, обработката на лентата се развива от традиционното първо боядисване и тъкане до първото боядисване и боядисване, първото тъкане и избелване и непрекъснатото довършителни работи и гладене.Лентовата технология навлезе в редиците на механизираното масово производство.В началото на 80-те години Швейцария, Италия и Федерална република Германия въведоха високоскоростни машини за тъкане на колан без колан, машини за гладене, машини за опаковане, машини за изкривяване и т.н.И лентовата технология навлезе в нов етап на развитие.
Напредъкът на технологията за ремъци доведе до надграждане на продуктите.През 1979 г. първото поколение на китайския каучуков колан на SD9-9 е успешно изпробвано, така че продуктите на гумения слит са сложили край на историята на зависимостта от вноса.1980 г. разработи SD-81A и B тип гумен колан от слит, с мек, тънък, силен, малък удължаване, малко въздействие, къси и плоски характеристики на ставите.В началото на 1990 г. пробното производство на предпазен колан за кола Santana беше успешно.След повече от две години изследвания и пробно производство, качеството на продукта достигна стандартите QC49-92 и TL-VW470.
Тъкане (тъкане на блокове)
След като цевта на преждата и вътъкът се навиват, за да образуват вътъчна тръба, те се вкарват във фиксираната зъбна основа на плетачната машина.Тръбата на вътъка се върти по протежение на релса с фигура 8 и дърпа прежди една през друга.Обикновено броят на слитъците е четен, лентата е тръбна, броят на слитъците е нечетен, а лентата е плоска.Процесът на тъкане се използва още от стария Китай, а броят на вретената варира от 9 до 100 в зависимост от оборудването.Основният процес на тъкане е: избелване, навиване, тъкане, сваляне, рязане, опаковане.От 1960 г. в плетената машина се извършват много технологични иновации, като главно включват разширяване на диаметъра на плочата на праскова, инсталиране на автоматични устройства за спиране за счупване на каучукови ленти и замяна на железни блокове с найлонови вретена.Подобряването на това оборудване увеличи скоростта до 160 ~ 190 об / мин, вертикалната скорост се е удвоила и качеството на продукта е значително подобрено.

Можете да тъчете не само лента, но и въже.Тръбният колан е вид сплетено въже, диаметърът от 1 ~ 4см се нарича въже или въжена линия, диаметърът над 4 см се нарича въже, а диаметърът над 40см се нарича кабел или кабел.През 1989 г. индустрията въведе японско стереотипно оборудване за производство на кабели, на следващата година производството на полипропилен стереотипен кабел спечели Националната награда за сребро.
плетене
През 70-те години на миналия век технологиите за плетене на основа и вътък бяха широко използвани в ремъците.През 1973 г. пробното производство на плетен найлонов широк стегнат колан беше успешно.През 1982 г. въвеждането на италианска машина за плетене на една кука, Advanced Technology, широка гама от продукти, особено подходящи за тънки декоративни тъкани, като дантела, еластични ленти, екрани на прозорци, декоративни колани и т.н.Основният процес е: избелване - навиване - тъкане - гладене - опаковане.

Преди 70-те години на миналия век заготовката на тръбите за пожарникарски маркучи беше изтъкана от хоризонтална машина, с деформация с голям диаметър и ниска производителност.През втората половина на 1974 г., според принципа на плетенето, индустрията организира изследователската група на тъкането на тръби за застъпки, използвайки преплитането на основата и вътъка, разчитайки на преждата на контура по време на процеса на примката, използвайки цевта на иглата и утаяване преждата за свързване на преплетената основа и вътък в едно цяло, така че да стане тръбна плетена тъкан с подплата от вътък и подплата от основата.Нивото на производствена технология на водопроводни тръби с покритие и противопожарни маркучи за високо налягане се нарежда в челните редици на страната.
Време на публикуване: 6 декември 2023 г